
Plastic Ribbon Inspection Station
The Challenge
A global manufacturer of plastics experienced manufacturing defects in their web extrusion processes. During the production, voids and/or unmixed batch material would eventually cause unacceptable quality in manufactured molded parts. The existing inspection system for identifying such defects gave instantaneous and localized indication only with no logging capability.
The Solution
Data Science Automation utilized the same test fixture for off-line inspection, but replaced the instrumentation package with NI LabVIEW and NI DAQ with more sensitive displacement sensors. The PC-centric solution offered more functionality, accuracy and expansion capability. Software trending and analysis readily identified defects and even exposed deficiencies in the test fixture itself prompting a redesign. The first system has been deployed off-line with plans for eventual on-line production testing.
This contact measurement solution was considered more cost effective than automated visual inspection. The initial phase of this project involved possible interaction with the existing sensor for measuring micrometer-sized defects in batch samples of plastic. Originally, two-inch wide plastic ribbon samples were passed through a digital dial feeler gauge fixture to sense any “bumps” in the material. There were two major draw backs to this type of sensor/indicator arrangement. First, the system did not provide historical data. If an operator happened to look away for just a moment while the sensor had come in contact with a defect they would never know it. Secondly, trying to interface with the sensor through its proprietary bus would not allow sufficient speed to dynamically acquire the data and display with sufficient resolution.
With the use of the NI SCXI modules coupled with a NI-PCI-6052E data acquisition board we were able to quickly develop an application which not only gave immediate indication of a defect to the operator but also displayed a history and wrote the data in an ASCII type format for easy review in a spread sheet application.
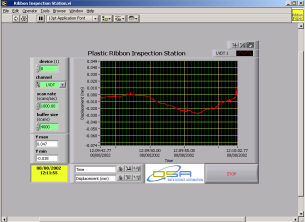
We replaced the proprietary sensor with a linear variable differential transformer (LVDT) with the necessary accuracy and could mount directly in the existing fixture without any modifications. The NI SCXI-LVDT module allowed quick integration of the sensor into the LabVIEW environment. With its eight channel capabilities on that module alone, additional channels may be added for enhancement in the future. The operator will mount the sample in the fixture and start the application for acquisition of data. Immediate visual indication of a defect is displayed on a chart (Figure 1) as the sample passed under the LVDT head. The sensor is mounted in such that a way that constant pressure keeps the sensor tip in contact with the sample but does not damage or deform it. For this phase the operator would then manually place an indication on the location of the defect for later visual review. As data is being acquired, analyzed and presented, it is also being stored to disk. The operator can also play back existing files for sample comparison if desired.

Figure 1
During initial testing of various samples of ribbon a sine wave type indication was noticed on the chart display. After some investigation and discussion with the customer we found that the new inspection system was actually showing the variance of the test fixture. The rolling cylinder that brings the sample in contact with the LVDT sensor was actually out of round and that was manifesting itself in the data set. (Figure 2) Although this could eventually be taken out of the system through software analysis it was more cost effective with the customer’s onsite resources to make a minor modification to the fixture.
Figure 2
The current system is set up in a laboratory environment for analyzing samples off line. The next phase of development will incorporate more intense online analysis of the data and eventual report generation for batch quality records. This capability is being handled by an old version of analysis software which is cumbersome and labor intensive to get the data in a acceptable format for input into the analysis package. Once the analysis is completed the analyzed data set then has to be exported to another application and various reports generated. This proves very labor intensive for the operator and is also very inefficient use of time. Incorporating some of the many advanced analysis functions that LabVIEW is capable of will stream line the system and free up valuable time. To further enhance the system capability the use of the Report Generation Toolkit can be added for easy generation of professional looking reports.
The final configuration will have the system on the production line where samples are being inspected directly down stream of the batch mixing process. The final goal will be to integrate the inspection system into the process control system to allow the company to better control the quality of the product.
In Conclusion
By use of the just the basic NI data acquisition equipment coupled in a LabVIEW environment Data Science Automation was able to quickly demonstrate the ability to greatly enhance the customer’s current application. In addition to providing a more accurate inspection system we were able to structure the application in a way that the customer will have the ability to incorporate additional capabilities in the future.
Industry:
Manufacturing Functional TestAttributions:
Thomas B. Jozwiak
Automation Consultant
Data Science Automation
USA
And
Richard M. Brueggman
President and CEO
Data Science Automation
USA
Products Used:
LabVIEW 6.1 Full Dev. System
PXI-6052E Multifunction Card
SCXI-1000D Chassis
SCXI-1540 LVDT Amplifier
SCXI-1315 Connector Block
Self-Qualification Form
As a technical user, you may know exactly what you need from us already. If you do, save time and streamline the discovery process with our self-qualification form, where you can let DSA know exactly what you need.
